Existen diferentes opciones de poliuretano en el mercado; adhesivos, recubrimientos, espumas y vaciado en caliente para la fabricación de piezas rígidas. Es en este último al que se referirá el presente artículo.
Los prepolímeros de poliuretano son sustancias capaces de ofertarnos un sin número de características desde alta o baja dureza, alto o bajo rebote y módulo, etc. Sin embargo también podemos encontrar diferencias importantes en cuanto al procesamiento de los mismos, como su temperatura de activación, el pot life que se puede lograr, siendo a veces necesario uno muy corto para piezas pequeñas y de producción larga o pot life largos para piezas muy grandes y de geometría complicada.
Todo esto hace que el mundo de los poliuretanos sea sumamente amplio y se logren cubrir todo el rango de requerimientos según la base del prepolímero y el curativo utilizado.
Este artículo informará sobre el Adiprene C930 y sus características tanto de procesamiento como en un producto final, al ser curado con Duracure C3.

El Adiprene C930 del proveedor LANXESS lo puedes encontrar en First Quality Chemicals, Chemicals distributors in Mexico, es un prepolímero base caprolactona con bajo contenido de isocianato MDI, libre del orden del 3% que permite alcanzar una dureza 90 shore A al ser curado con Duracure C3.
 |
| Ejemplo de pieza hecha con el sistema C930 + C3 |
 |
| Rolado del Duracure C3 |
 |
| Rolado del Duracure C3 |
Los sistemas base MDI ofrecen mejoras exclusivas en el procesamiento y la productividad. Por ejemplo: procesamiento del Adiprene C930 con Duracure C3.
Este curativo se activa solo con el calor. A diferencia de otros agentes de curado que comienzan a reaccionar tan pronto entran en contacto con el prepolímero, el Duracure permanece inactivo mientras la temperatura de la mezcla se encuentra por debajo de la temperatura de activación. En este caso es de 120 °C.
El prepolímero debe calentarse a 50 – 70 °C para llevar a cabo la mezcla con el curativo
El curado del sistema C930 + C3 es de las paredes de la pieza hacia el centro de la misma. Por lo que se crea una ligera burbuja en el centro, esto puede evitarse colocando una tapa a la misma temperatura del molde. Esta forma de curar debe considerarse también al diseñar el molde, ya que el sistema presenta una ligera contracción del 1.5 al 3 % del tamaño de la pieza, por lo que el molde debe ser mayor a la pieza solicitada para contrarrestar este efecto.
Este curativo se activa solo con el calor. A diferencia de otros agentes de curado que comienzan a reaccionar tan pronto entran en contacto con el prepolímero, el Duracure permanece inactivo mientras la temperatura de la mezcla se encuentra por debajo de la temperatura de activación. En este caso es de 120 °C.
El prepolímero debe calentarse a 50 – 70 °C para llevar a cabo la mezcla con el curativo
El curado del sistema C930 + C3 es de las paredes de la pieza hacia el centro de la misma. Por lo que se crea una ligera burbuja en el centro, esto puede evitarse colocando una tapa a la misma temperatura del molde. Esta forma de curar debe considerarse también al diseñar el molde, ya que el sistema presenta una ligera contracción del 1.5 al 3 % del tamaño de la pieza, por lo que el molde debe ser mayor a la pieza solicitada para contrarrestar este efecto.
- · Pot life: sumamente prolongado, a una temperatura de 50 a 70 °C, el pot life es de aproximadamente 24 horas. Una vez que se alcanza la temperatura de activación, la reacción se completa rápidamente.
- · Tiempo de desmolde: aunque depende del grosor de la pieza, éste es muy corto, a una temperatura de 120 °C se puede desmoldar pasados 20 minutos. A una temperatura de 140 °C se puede desmoldar pasados solo 10 minutos.
- · Propiedades: tienen excelentes propiedades físicas y de ingeniería, incluidas alta resistencia a cortes y desgarres, alta resistencia a la fatiga por flexión y flexibilidad a baja temperatura. Excelentes propiedades dinámicas y en alta temperatura.
- · Seguridad: ofrecen la ventaja de ser productos seguros, higiénicos y que no causan alteraciones al medio ambiente ya que están basados en una tecnología de bajos monómeros libres.
- · Curativo: el Duracure es un agente de curado amínico inactivo, formado por la reacción del diaminodifenilmetano con NaCl; las partículas de este complejo coordinado están dispersas en plastificante de dioctil adipato. Y tiene un peso equivalente de 250.
El Duracure C3, al ser una sal, precipita en estado de reposo, por lo que el material debe rolarse, garantizando así la homogeneidad del producto y que se lleve a cabo la reacción completamente.
Una vez que se lleva a cabo el desmolde, el tiempo de post curado es de hasta 24 horas a una temperatura de 120 °C para lograr propiedades de desempeño standard y el mismo tiempo pero a una temperatura de 140 °C se logra un alto performance.
Los moldes utilizados deben ser de aluminio o acero y soportar temperaturas mínimas de 127 °C. Es importante considerar que el horno debe estar entre 5 y 20 °C más caliente que la temperatura de molde requerida.
En caso de requerir una pieza de color, es necesario saber que los plastificantes polares como Benzoflex, aceleran pronunciadamente la reacción. Por lo que el pigmento debe estar disuelto en un plastificante base ftalato.
El Adiprene C930 debe desgasificarse antes de mezclarseconel curativo, para garantizar la ausencia de burbujas. Y es importante que al momento de hacerla mezcla entre el prepolímero y el curativo se continue el mezclado. En caso contrario habrá manchas blancas irreversibles en el poliuretano curado.
En First quality Chemicals Chemicals distributor in Mexico encontraras estos productos..
En la sección de imágenes se ofrecen varios ejemplos del procesamiento y efectos del sistema Adiprene C930 curado con Duracure C3 y posibles aplicaciones del mismo.
En la sección de imágenes se ofrecen varios ejemplos del procesamiento y efectos del sistema Adiprene C930 curado con Duracure C3 y posibles aplicaciones del mismo.
 |
| Presencia de manchas blancas por un mal rolado del Duracure C3 |
 |
| Ejemplo de aplicación – recubrimiento interno de tubería |
 |
| Ejemplo de aplicación – cribas |
 |
| Curado de las paredes hacia el centro |
 |
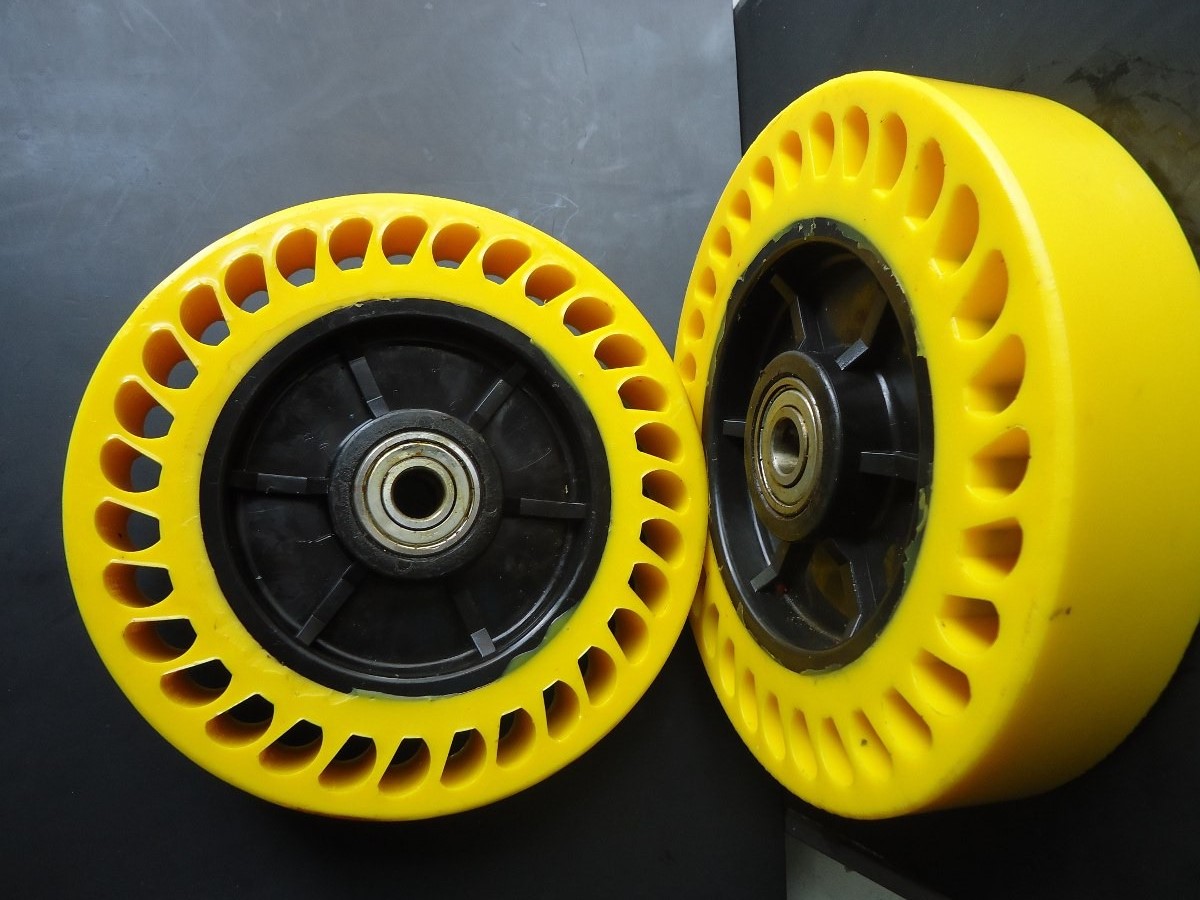
| Ejemplo de aplicación – ruedas
Si desea obtener información sobre cualquiera de nuestros productos, contáctenos en www.firstqualitychemicals.com, en Facebook (FirstQualityChemicals) o twitter (@FQChemicals) o al teléfono 5344 – 7990, nos dará mucho gusto apoyarle en la realización de sus proyectos más importantes.
¡Síguenos! |



